
람다 공차 보조 설명
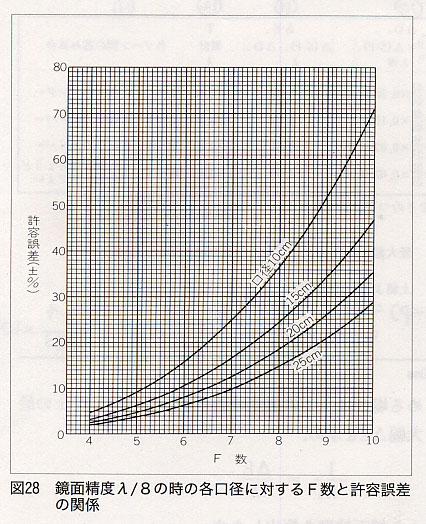
위의 그림은 일본 특수광학연구소에서 나온 경면정밀도 람다 오차 범위표입니다. 경면 정도가 1/8람다 기준으로 허용오차범위입니다.
이 그래프를 보면 구경이 작을수록 F수가 클수록 허용오차가 큽니다. 심지어 구경 10cm의 반사경의 경우 +-70%정도 오차가 생겨도 상맺음에 차이가 없다는 이야기입니다. 그러나 대구경으로 갈수록 F수가 적어질수록 급격하에 오차 관리가 엄격해집니다.
단 여기서 주의하여야할 것은 이 경면정도 1/8람다 측정치는 이 회사 내부 검사규격이라는 것입니다. 곡면의 전체 기하공차를 측정할 수없으므로 내부 기준의 기하공차를 측정한 1/8람다임에 유의를 해야하지요. 그러므로 실제 람다는 이 수치보다 좀 더 크겠지요. 실제 이 회사에서 정밀하게 연마를 하여 자기들 기준에 맞춰 후코테스트를 하면 1/600람다까지도 나온답니다. 1/600람다라면 물분자 10개미만의 크기입니다. 이건 이렇게 볼 수없겠지요. 그건 몇군데를 발췌해서 측정할 수밖에 없기 때문입니다(생산성문제)
재작년인가 일본 우지정기에서 사장이 천문인마을에 왔는데, 우리가 궁금해하는 람다를 문의 결과 주문만 하면, 원하는 람다를 다 만들어주겠다고 했습니다. 그대신 돈만 많이주면...이런 단서가 붙겠지만요. 물론 발췌 측정이라도 이 람다 수치가 작으면 작을수록 좋은 미러이고 그것은 결국 코스트문제임을 알 수있습니다. 즉 돈많이 주고 비싼 미러를 구입하면 그 만큼 좋은 미러를 구입할 수있습니다.
그러나 어디까지나 물리적인 기준치는 1/4람다면 충분하다는 것입니다. 이것이 완벽하는 것이 아니고 상이 충분히 맺어지는 기준치라는겁니다. 실제 1/4람다를 만족하는 미러도 흔치않다는 생각이 듭니다.
광고시에 “경면정도 1/16람다!! 당사 측정기준”
이런 식으로 표기하면 법적으로도 전혀 걸리는게 없습니다. 자기들 기준이라는데 할말이 없지요. 따라서 메이커홈페이지의 글들은 조금 신중하게 볼 필요가 있다고 생각합니다.
.................................................
이 그래프를 보건데 행성 관측시는 F수가 큰게 유리할 것같습니다. 제품 오차는 있게 마련인데 F수가 크더라도 관용도가 증가하니까 그렇습니다.
또 람다에 관한 다른 자료가 있었는데 아무리 찾아도 없군요. 나중에 있으면 소개하도록하겠습니다.
 전체 해상도 보조 설명
전체 해상도 보조 설명